

有限公司钢结构工程")
有限公司钢结构工程")
有限公司钢结构工程")
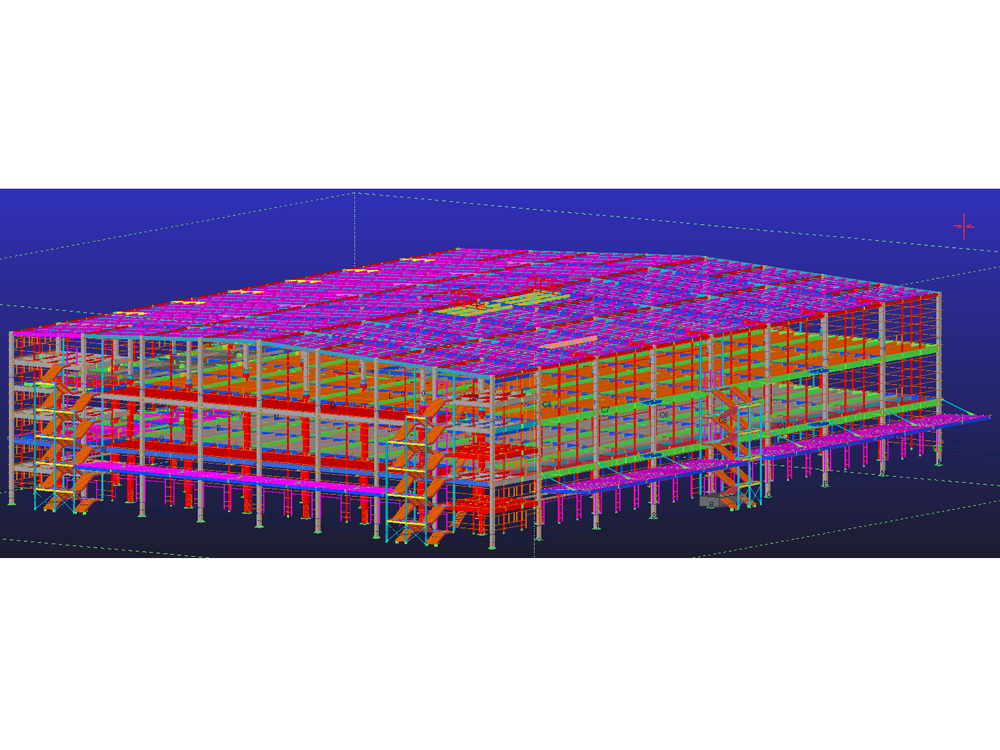
会田锻压机床(南通)有限公司钢结构工程
2011年1月我公司承建的会田锻压机床(南通)有限公司钢结构工程生产主厂房,该车间长220米,宽50米,高18米,行车起重吨位100吨,结构形式为重型全钢结构,建筑面积12680平方米。
钢结构工程如何避免变形:
(1)夹具固定法:用刚性很大的夹具夹紧组合焊件,用强制力控制变形,然后进行焊接,这种方法称夹具固定法。焊接时焊件内部产生的膨胀力和收缩力,被夹具的作用力所限制,可明显地减少变形。
(2)反变形法:构件在焊接前,应根据被焊金属构件情况判断。在焊后冷却时,发生变形的方向和收缩量,将焊件预先向相反方向弯曲或斜置,焊接后由于本身收缩变形,恰好恢复到预定的形状位置。即可达到防止焊接变形与减少焊接应力的目的。
(3)焊接顺序法:正确安排焊接顺序,是防止焊接变形的有效方法。焊接变形的规律是第一道焊缝引起的变形最大,每道焊缝引起的变形量,一般不能相互抵消,最后的变形方向,总和最先焊的焊缝引起的变形方向相一致。
问题:复杂钢结构加工中出现的变形,主要有热变形、冷变形或相互关联的构件不能组装成一体。原因:热变形常是因焊接工艺不当造成的;冷变形是体积大、刚性差产生的;相互关联构件无法组装成一体,与放样划线不准、组装顺序错误或变形有关。
我公司创办于1958年,前身为南通市海门船厂,先后制造 60T货驳,60T机动船,19米拖轮,经过三十余年使用,无论技术性能,工具质量使用寿命,得到用户高度评价,并造就了一支技术过硬的职工队伍。
96年改制后,我们利用老厂品牌,自身技术设备优势转向刚结构制作安装,十余年的奋力拼搏使我们的老厂在钢结构这块领域有了立足之地,利用船厂的技术,经验信誉,诚信与意思不够的工作精神,做精品工程,创品牌,所做工程深受新老客户的一致好评。
目前我们钢结构年生产能力在五千余吨,我公司现有职工86人,具有大众专学历技术人员16人,有证焊工28人,99年全市焊工比赛我公司三名选手分获第一、二、四名。我公司拥有自动切割机、大型剪板机、油压机、自动焊机、自动组立机、喷丸机等大型设备。焊接技术,喷砂除锈一整套工艺流程是其他厂家无法比拟的,先后承接通光集团8#、10#、6#车间共计2万平方米。振华港机B表段3万平方米钢结构车间,南通市政府重点工程苏通大桥展品工程,收到了市内外用户的一直好评。
精品案例
企业简介









































在线搜索
手机版
